Техпроцесс изготовления строп
Технология производства / Стропы01.07.2009 16:14
1. Введение.
Изготовленный строп канатный (далее строп) с заделкой концов каната заплеткой с последующей обмоткой концов прядей проволокой должен отвечать всем требованиям, изложенным в ТУ 1197-001-70271137-06.
2. Оборудование и инструмент используемый при изготовлении строп.
При изготовлении строп используется следующее оборудование и инструмент:
2.1. Вертикальный заплеточный станок с ручным приводом раскрутки каната.
2.2. Абразивно-отрезной станок с разметочным столом.
2.3. Наковальня.
2.4. Кувалда весом 1,0кг; 2,0кг; 4,0кг.
2.5. Электромеханические ножницы для резки пряди каната.
2.6. Рулетка L=10M.
2.7. Шило заплетчика.
[b]3. Процесс изготовления стропа.
Процесс изготовления стропа состоит из:
- подготовки заготовки каната для стропа,
- разметка заготовки каната стропа,
- подготовка бирки маркировочной для стропа,
- заплетка стропа,
- испытание готового стропа (включающие также и приемо-сдаточные испытания),
- заполнение паспорта на строп.
3.1. Подготовка заготовки каната для стропа.
Из бухты каната, соответствующей грузоподъемности (см. таблицу 01СБ или 02СБ) на разметочном столе отматывают и отрезают абразивно-отрезным станком часть каната требуемой длины с припуском на заплетку для канатов диаметром: от 6,2мм до 9,0мм -1,5 метра от 11,0мм до 15,0мм - 2,0 метра от 16,5мм до 20,0мм - 2,5 метра от 21,0мм до 23,5 мм - 3,0 метра
Для предохранения каната от раскручивания перед отрезкой свободный конец и место отрезки обматывают мягкой проволокой.
3.2. Раметка заготовки каната стропа.
На разметочном столе на обрезанном канате от свободных концов отмеряют 2 отрезка, необходимых для заплетки, и в конце их накладывают новые обвязки, до которых концы каната распускают на пряди.
3.3. Подготовка бирки маркировочной для строп.
На бирке вырезанной из стального листа толщиной 1мм ударным способом нанести надписи шрифтом 3-ПРЗ ГОСТ 26.020 для строп грузоподъемностью до 3,2т. или шрифтом 5-ПРЗ ГОСТ 26.020 для строп большей грузоподъемности На бирке указать:
- наименование завода изготовителя - ООО «СТРОП»,
- № стропа по системе нумерации завода изготовителя,
- грузоподъемность стропа (Т),
- дату испытания (месяц, год)
3.4. Заплетка стропа.
Заплетку стропа универсального (далее стропа) исполнение 1 и исполнение 2 производят на вертикальном заплеточном станке.
3.4.1.На заготовке каната для стропа исполнения 1 делают петлю длиной согласно черт. 01-СБ (таблица) и закрепляют ее в зажимных губках нижних поворотных тисках, а основной канат зажимают в верхних неподвижных губках на расстоянии от 0,5 до 1,5м в зависимости от диаметра каната. Мягкий сердечник каната отрезают непосредственно у нижнего зажима. Нижние поворотные тиски вращают против свивки каната для образования просвета между прядями основного каната, для облегчения пропускания шила и вплетаемой пряди. После этого производят сращивание каната, вплетая распущенные пряди между прядями основного каната. Первую прядь для пробивки выбирают так, чтобы после разжима губок ходовой конец не закручивался не раскручивался. Первая прядь для пробивки всегда должна лежать слева ближе к низу, если смотреть со стороны ходового конца каната. В желоб каната со стороны распущенных прядей, отсчитав по направлению свивки три пряди, пропускают шило. В образовавшийся просвет навстречу шилу между прядями основного каната А-Б и Г-Д пропускают крайнюю левую распущенную прядь 3 (см. рис.1б). Затем шило пропускают так, чтобы оно выходило через центральный желоб каната А-Б, но поднимало только две пряди каната А и Е, под которые из центрального желоба в желоб Д и Е продевают распущенную прядь 2, и под одну прядь А с выходом в желоб А-Е из центрального желоба пропускают прядь 1.
После этого из желоба А-Б последовательно за прядью 3 по направлению свивки в желоб В-Г пропускают прядь 4 и в желоб Б-В прядь 5.Последней пропускают прядь 6, которую вводят в желоб Б-В и выводят в центральный желоб А-В, огибая прядь Б.
После сращивания все пропущенные пряди затягивают в направлении зажимных губок. После затяжки начинается процесс заплетки заключающийся в продевании каждой свободной пряди под две (по направлению свивки) пряди основного каната. Начинают с пряди 4 (см. рис.1 в), которую вводят в желоб Г-Д под две пряди В и Г и выводят в желоб Б-В. Далее прядь 3 вводят под две пряди Д и Г по направлению свивки и выводят в желоб Г-В. Затем в обратной последовательности так поступают с остальными распущенными прядями. После заплетки каждого ряда пряди отгибают к зажимным губкам и проверяют правильность пропуска их между прядями основного каната. Количество проколов (рядов) в зависимости от диаметра приведены в табл. 1. Перед предпоследним рядом заплетки на одну из распущенных прядей одевается маркировочная бирка. Для плавного перехода узла заплетки в основной канат последний ряд заплетки делается всеми прядями с половинным числом проволок в каждой пряди.
Проволочки в прядях надрезают электромеханическими ножницами около основного каната. После заплетки последнего ряда пряди обрезаются полностью около основного каната.
Поворотные тиски возвращаются в исходное положение, после чего основной канат освобождается из верхних зажимных губок, а затем из нижних.
Аналогичным образом заплетают вторую сторону стропа Исполнение 1.
После заплетки двух петель на стропе, заплетенные участки калибруют методом обколачивания на наковальне кувалдой. Сращенный участок обматывают мягкой проволокой или другим материалом исключающим повреждение рук стропальщика (см. черт. 01-СБ, таблица).
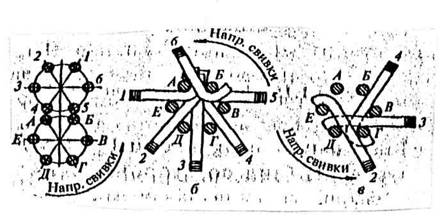
Рис.1
Таблица 1.
Диаметр каната, мм Число проколов каждой пряди не менее
До 15 4
От 15 до 28 5
3.4.2. На заготовке каната для стропа исполнение 2 на расстоянии 0,5-0,7 метра от конца каната перевязывают.Концы каната распускают на пряди до перевязки и вырезают сердечник. Перевязки стыкуемых канатов подводят вплотную так, чтобы пряди обоих канатов располагались в шахматном порядке. Пряди каната 1 (рис.2) совместно с основным канатом 2 зажимают в нижних зажимных губках, а основной канат 1 в верхних зажимных губках, на расстоянии от 0,5 до 1,5м в зависимости от диаметра каната. Нижние поворотные тиски вращают против свивки каната для образования просвета между прядями основного каната 1, для облегчения пропускания шила и вплетаемой пряди каната 2.
Последовательность сращивания основного каната с прядями аналогичен способу сращивания для строп исполнения 1 (см. п.3.4.1.).
После вплетения всех прядей каната 2 в основной канат 1, верхние и нижние тиски разжимаются, канат переворачивается и снова зажимается. В нижних губках зажимается основной канат 1 в месте начала вплетения прядей каната 2 в основной канат 1, а основной канат 2 закрепляют в верхних зажимных губках, после чего нижние поворотные тиски вращают против свивки каната и повторяют всю последовательность сращивания основного каната с прядями (см. п. 3.4.1.).
После вплетения всех прядей каната 1 в основной канат 2 верхние и нижние тиски разжимают и калибруют заплетенные участки методом обколачивания на наковальне кувалдой.
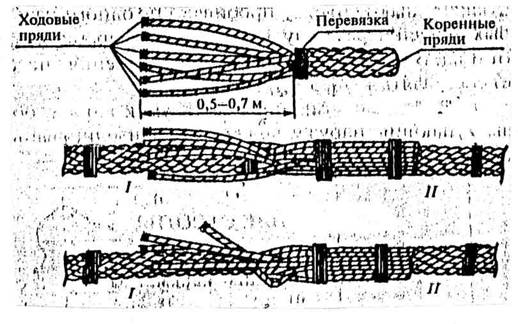
Рис.2
Сращенный участок обматывают мягкой проволокой или другим материалом исключающим повреждение рук стропальщика (см. черт. 02-СБ, таблица).
3.5. Испытание готового стропа.
3.5.1. Испытание стропов статистической нагрузкой согласно «Метрдике проведения испытаний» производятся с помощью грузов с контролем величины нагрузки посредством динамометра.
При серийном изготовлении стропов время выдержки под нагрузкой составляет 3 мин.
3.5.2. После снятия нагрузки производится осмотр испытываемого стропа на предмет целостности заплетки и отсутствия выступающих наружу прядей каната из заделки, а так же отклонения длины стропа, подвергнутого испытанию.
3.5.3. Проверяется наличие вплетенной маркировочной бирки и соответствие данных в бирке фактическим значениям.
3.5.4. При положительных результатах испытания партия строп принимается и сдается на склад
готовой продукции с занесением в журнал «Учета изготовленных грузозахватных приспособлений».
Не выдержавшие испытания стропы бракуются и разрезаются на абразивно-отрезном станке.
3.6. Заполнение паспорта на строп.
На стропы канатные универсальные исполнения 1 и исполнения 2 выдержавшие испытания, оформляются паспорта по форме установленной в РД 10-33-93 с изменением №1 (РД 10-231-98).
Изготовленный строп канатный (далее строп) с заделкой концов каната заплеткой с последующей обмоткой концов прядей проволокой должен отвечать всем требованиям, изложенным в ТУ 1197-001-70271137-06.
2. Оборудование и инструмент используемый при изготовлении строп.
При изготовлении строп используется следующее оборудование и инструмент:
2.1. Вертикальный заплеточный станок с ручным приводом раскрутки каната.
2.2. Абразивно-отрезной станок с разметочным столом.
2.3. Наковальня.
2.4. Кувалда весом 1,0кг; 2,0кг; 4,0кг.
2.5. Электромеханические ножницы для резки пряди каната.
2.6. Рулетка L=10M.
2.7. Шило заплетчика.
[b]3. Процесс изготовления стропа.
Процесс изготовления стропа состоит из:
- подготовки заготовки каната для стропа,
- разметка заготовки каната стропа,
- подготовка бирки маркировочной для стропа,
- заплетка стропа,
- испытание готового стропа (включающие также и приемо-сдаточные испытания),
- заполнение паспорта на строп.
3.1. Подготовка заготовки каната для стропа.
Из бухты каната, соответствующей грузоподъемности (см. таблицу 01СБ или 02СБ) на разметочном столе отматывают и отрезают абразивно-отрезным станком часть каната требуемой длины с припуском на заплетку для канатов диаметром: от 6,2мм до 9,0мм -1,5 метра от 11,0мм до 15,0мм - 2,0 метра от 16,5мм до 20,0мм - 2,5 метра от 21,0мм до 23,5 мм - 3,0 метра
Для предохранения каната от раскручивания перед отрезкой свободный конец и место отрезки обматывают мягкой проволокой.
3.2. Раметка заготовки каната стропа.
На разметочном столе на обрезанном канате от свободных концов отмеряют 2 отрезка, необходимых для заплетки, и в конце их накладывают новые обвязки, до которых концы каната распускают на пряди.
3.3. Подготовка бирки маркировочной для строп.
На бирке вырезанной из стального листа толщиной 1мм ударным способом нанести надписи шрифтом 3-ПРЗ ГОСТ 26.020 для строп грузоподъемностью до 3,2т. или шрифтом 5-ПРЗ ГОСТ 26.020 для строп большей грузоподъемности На бирке указать:
- наименование завода изготовителя - ООО «СТРОП»,
- № стропа по системе нумерации завода изготовителя,
- грузоподъемность стропа (Т),
- дату испытания (месяц, год)
3.4. Заплетка стропа.
Заплетку стропа универсального (далее стропа) исполнение 1 и исполнение 2 производят на вертикальном заплеточном станке.
3.4.1.На заготовке каната для стропа исполнения 1 делают петлю длиной согласно черт. 01-СБ (таблица) и закрепляют ее в зажимных губках нижних поворотных тисках, а основной канат зажимают в верхних неподвижных губках на расстоянии от 0,5 до 1,5м в зависимости от диаметра каната. Мягкий сердечник каната отрезают непосредственно у нижнего зажима. Нижние поворотные тиски вращают против свивки каната для образования просвета между прядями основного каната, для облегчения пропускания шила и вплетаемой пряди. После этого производят сращивание каната, вплетая распущенные пряди между прядями основного каната. Первую прядь для пробивки выбирают так, чтобы после разжима губок ходовой конец не закручивался не раскручивался. Первая прядь для пробивки всегда должна лежать слева ближе к низу, если смотреть со стороны ходового конца каната. В желоб каната со стороны распущенных прядей, отсчитав по направлению свивки три пряди, пропускают шило. В образовавшийся просвет навстречу шилу между прядями основного каната А-Б и Г-Д пропускают крайнюю левую распущенную прядь 3 (см. рис.1б). Затем шило пропускают так, чтобы оно выходило через центральный желоб каната А-Б, но поднимало только две пряди каната А и Е, под которые из центрального желоба в желоб Д и Е продевают распущенную прядь 2, и под одну прядь А с выходом в желоб А-Е из центрального желоба пропускают прядь 1.
После этого из желоба А-Б последовательно за прядью 3 по направлению свивки в желоб В-Г пропускают прядь 4 и в желоб Б-В прядь 5.Последней пропускают прядь 6, которую вводят в желоб Б-В и выводят в центральный желоб А-В, огибая прядь Б.
После сращивания все пропущенные пряди затягивают в направлении зажимных губок. После затяжки начинается процесс заплетки заключающийся в продевании каждой свободной пряди под две (по направлению свивки) пряди основного каната. Начинают с пряди 4 (см. рис.1 в), которую вводят в желоб Г-Д под две пряди В и Г и выводят в желоб Б-В. Далее прядь 3 вводят под две пряди Д и Г по направлению свивки и выводят в желоб Г-В. Затем в обратной последовательности так поступают с остальными распущенными прядями. После заплетки каждого ряда пряди отгибают к зажимным губкам и проверяют правильность пропуска их между прядями основного каната. Количество проколов (рядов) в зависимости от диаметра приведены в табл. 1. Перед предпоследним рядом заплетки на одну из распущенных прядей одевается маркировочная бирка. Для плавного перехода узла заплетки в основной канат последний ряд заплетки делается всеми прядями с половинным числом проволок в каждой пряди.
Проволочки в прядях надрезают электромеханическими ножницами около основного каната. После заплетки последнего ряда пряди обрезаются полностью около основного каната.
Поворотные тиски возвращаются в исходное положение, после чего основной канат освобождается из верхних зажимных губок, а затем из нижних.
Аналогичным образом заплетают вторую сторону стропа Исполнение 1.
После заплетки двух петель на стропе, заплетенные участки калибруют методом обколачивания на наковальне кувалдой. Сращенный участок обматывают мягкой проволокой или другим материалом исключающим повреждение рук стропальщика (см. черт. 01-СБ, таблица).
Рис.1
Таблица 1.
Диаметр каната, мм Число проколов каждой пряди не менее
До 15 4
От 15 до 28 5
3.4.2. На заготовке каната для стропа исполнение 2 на расстоянии 0,5-0,7 метра от конца каната перевязывают.Концы каната распускают на пряди до перевязки и вырезают сердечник. Перевязки стыкуемых канатов подводят вплотную так, чтобы пряди обоих канатов располагались в шахматном порядке. Пряди каната 1 (рис.2) совместно с основным канатом 2 зажимают в нижних зажимных губках, а основной канат 1 в верхних зажимных губках, на расстоянии от 0,5 до 1,5м в зависимости от диаметра каната. Нижние поворотные тиски вращают против свивки каната для образования просвета между прядями основного каната 1, для облегчения пропускания шила и вплетаемой пряди каната 2.
Последовательность сращивания основного каната с прядями аналогичен способу сращивания для строп исполнения 1 (см. п.3.4.1.).
После вплетения всех прядей каната 2 в основной канат 1, верхние и нижние тиски разжимаются, канат переворачивается и снова зажимается. В нижних губках зажимается основной канат 1 в месте начала вплетения прядей каната 2 в основной канат 1, а основной канат 2 закрепляют в верхних зажимных губках, после чего нижние поворотные тиски вращают против свивки каната и повторяют всю последовательность сращивания основного каната с прядями (см. п. 3.4.1.).
После вплетения всех прядей каната 1 в основной канат 2 верхние и нижние тиски разжимают и калибруют заплетенные участки методом обколачивания на наковальне кувалдой.
Рис.2
Сращенный участок обматывают мягкой проволокой или другим материалом исключающим повреждение рук стропальщика (см. черт. 02-СБ, таблица).
3.5. Испытание готового стропа.
3.5.1. Испытание стропов статистической нагрузкой согласно «Метрдике проведения испытаний» производятся с помощью грузов с контролем величины нагрузки посредством динамометра.
При серийном изготовлении стропов время выдержки под нагрузкой составляет 3 мин.
3.5.2. После снятия нагрузки производится осмотр испытываемого стропа на предмет целостности заплетки и отсутствия выступающих наружу прядей каната из заделки, а так же отклонения длины стропа, подвергнутого испытанию.
3.5.3. Проверяется наличие вплетенной маркировочной бирки и соответствие данных в бирке фактическим значениям.
3.5.4. При положительных результатах испытания партия строп принимается и сдается на склад
готовой продукции с занесением в журнал «Учета изготовленных грузозахватных приспособлений».
Не выдержавшие испытания стропы бракуются и разрезаются на абразивно-отрезном станке.
3.6. Заполнение паспорта на строп.
На стропы канатные универсальные исполнения 1 и исполнения 2 выдержавшие испытания, оформляются паспорта по форме установленной в РД 10-33-93 с изменением №1 (РД 10-231-98).
Коментарии: Рейтинг:
Новые ссылки
Горячая десятка ссылок
- 07.08.2021Цепные стропы – у...
- 16.08.2020Удобные мачтовые ...
- 19.03.2019Cовременные техно...
- 14.01.2019Домкраты
- 04.01.2017Виды и назначение...
- 09.11.2015Краноманипуляторы...
- 08.09.2015Назначение тали, ...